Project Description

Пескоструйный рукав
Пескоструйный рукав – 12 бар W.P.
Внутренний слой: Черная, гладкая трубка, рассеивающая статическое электричество резиновая смесь NR/SBR, антистатическая медная проволока;
Усиление: Высокопрочные многочисленные синтетические слои;
Наружный слой: Текстильный оттиск с перфорацией, устойчивый к истиранию и атмосферным воздействиям, резиновая смесь NR/SBR;
Применение: используется для транспортировки песка, дроби, стеклянных шариков и других абразивных материалов с высокой скоростью для очистки металлических, бетонных поверхностей на верфях и в строительстве;
Рабочая температура: -40°C +70°C
Внутренняя часть пескоструйного шланга изготовлена из натурального каучука, который обладает значительной устойчивостью к истиранию. Наружный слой выполнен из полимерного материала. Есть армирование, которое действует как двойная текстильная оплетка. От пескоструйной обработки до выбора правильного шланга напрямую зависит скорость и качество пескоструйной обработки, а также расход абразива.
Пескоструйный рукав
- Взрывной шланг предназначен для подачи абразивных материалов и применяется в реактивных двигателях и установках взрывной очистки поверхностей со структурами, обслуживающими кварцевый песок, стальную дробь, нарезку, Корунд, никельшлак, купершлак и т. д;
- Высокая продолжительность жизни износостойкий внутренний слой. При производстве пескоструйного шланга используется только высокоабразивная резина, что позволяет получать высококачественный пескоструйный шланг со сроком службы примерно в 3-5 раз выше, чем у многих китайских и российских аналогов пескоструйного шланга;
Типы:
- 1 оплетка пескоструйного шланга
- 2-слойный пескоструйный шланг
- 4-слойный пескоструйный шланг
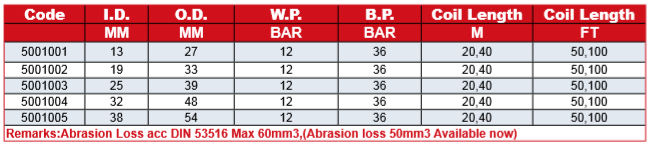
Пескоструйные рукав 2-слойные (ISO3861:2008)
- Применение: износостойкие, электропроводящие взрывные шланги подходят для любого вида абразивно-взрывных работ. Внутренняя трубка шланга изготовлена из самого стойкого к истиранию натурального каучука
- Маркировка: Super Blast-19 19x33MM W. P. 12Bar B. P. 36Bar
- Рабочая температура:-35℃ ~+80℃
- Внутренний слой:гладкая, черная, антистатическая, износостойкая резиновая смесь NR/BR. Истирание в соответствии с DIN 53516: 1987. Макс. 60-70 мм3.
- Усиление: текстильное, обернутое.
- Наружный слой:Черная, антистатическая, устойчивая к атмосферным воздействиям и истиранию резиновая смесь SBR/NBR, оттиск ткани.
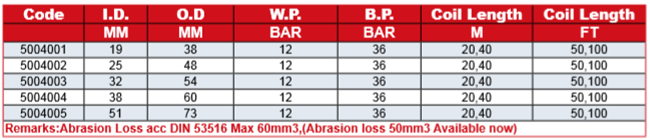
Пескоструйные рукав 4-слойные (ISO3861:2008)
Ссадина Loos acc DIN 53516 Max 60mm3 (потеря ссадины 50mm3 доступна сейчас)
Внутренний слой:натуральный каучук армирование: 4-слойный текстиль
Наружный слой:обернутая поверхность (Черная,Зеленая,Красная) рабочая
Рабочая температура: от -40ºC /+70ºC
Приложение:
- Транспортирует песок или дробь для целей очистки
- Транспортирует песок из пескоструйного оборудования для очистки стали или бетона Перед покраской или герметизацией
Рынки:
- Строительство
- Металлообрабатывающий
- Судостроение
Что Вы Должны Знать О Пескоструйных Рукав
Внутренняя часть пескоструйного шланга изготовлена из натурального каучука, который обладает значительной устойчивостью к истиранию. Наружный слой выполнен из полимерного материала. Есть армирование, которое действует как двойная текстильная оплетка.
От пескоструйной обработки до выбора правильного шланга напрямую зависит скорость и качество пескоструйной обработки, а также расход абразива.
Стандартная длина взрывного шланга: – 20 и 40 метров.
- Гильза подходит (стальная дробь, кварцевый песок, стекло, Корунд, купершлак, гранаты и пр. Можно использовать) для пескоструйной обработки
- Антистатический внутренний слой защищает от появления электростатического разряда
- Внутренний слой изготовлен из натурального каучука с высокой стойкостью к истиранию
- Рабочее давление: 12 бар
- Давление разрыва: 36 бар
- Рабочие нагрузки втулки при различных температурах от -35 до +80 градусов
Износ абразивно-струйной гильзы внутри приводит к потере давления при транспортировке воздушно-абразивной смеси, как следствие, к снижению скорости очистки и увеличению расхода абразивного материала. Поэтому экономия на цене пескоструйного шланга может быть сомнительной и привести к более высоким затратам при производстве пескоструйных работ.
Пескоструйная (абразивная) втулка обладает высокой стойкостью к абразивным частицам. Применяется в системах и установках пескоструйной обработки различных поверхностей и деталей. С помощью этих гильз посредством подачи сжатого воздуха производится стальная дробь, кварцевый песок, Корунд и другие материалы, используемые для очистки. Пескоструйная гильза широко применяется в строительной промышленности для подачи различных растворов (цемент, гипс и др.), а также бетонные смеси с использованием бетононасосов. Изделия при работе не накапливают статического электричества, что обеспечивает их безопасное использование. Применение износостойких материалов для изготовления шлангов обеспечивает длительный срок их эксплуатации, а для повышения прочности армирования осуществляется с помощью тканевой намотки. Вся продукция соответствует международным стандартам системы DIN ISO 4649: 2006. Допускается эксплуатация при температуре от -35 ° С до +80 ° С.
С помощью пескоструйного метода можно добиться различной степени очистки. При очистке можно разделить металлические поверхности на 4 следующие группы чистоты:
- Эффект пескоструйной обработки напоминает чистку проволочной щеткой.
Обычная чистка поверхностей без эффекта зеркального блеска.
Чистая металлическая поверхность почти до совершенства.
- Очистите поверхность металла до полной яркости.
Выбор способа обработки должен быть определен заранее в зависимости от того, какое покрытие было нанесено на металлическую поверхность: антикоррозийное, эмалевое, грунтовочное, цинковое или пластиковое покрытие и т.д.
- Струйный шланг предназначен для подачи абразивных материалов и применяется в реактивных двигателях и установках струйной очистки поверхностей с конструкциями, обслуживающими кварцевый песок, стальную дробь, нарезку, Корунд, никельшлак, купершлак и т. д;
- очень высокая продолжительность жизни износостойкого внутреннего слоя. При производстве пескоструйного шланга используется только высокоабразивная резина, что позволяет получать высококачественный пескоструйный шланг со сроком службы примерно в 3-5 раз выше, чем у многих китайских и российских аналогов пескоструйного шланга;
Как показывает практика, от того, насколько пескоструйная гильза всегда напрямую зависит качество правильно подобранного устройства, скорость струи, расход абразива. Очень важно учитывать, что этот конструктивный элемент всегда подвержен повышенному износу и требует особенно тщательного выбора по качеству и долговечности.
Для определения состояния шланга рекомендуется периодически использовать специальный манометр. Если давление в нем понижено на 1 атм., Рекомендуемая замена. Быстро изнашивающийся воздушный шланг не позволяет установке полноценно работать. Это приводит к потере давления, снижению скорости очистки, увеличению объема жертвенного абразива. В результате экономия на стоимости шланга приводит к значительному увеличению эксплуатационных расходов.
Для определения диаметра взрывного шланга достаточно умножить внутренний диаметр сопла на 3. Выбирать шланг с запасом по длине не рекомендуется, так как это приведет к бессмысленной потере давления.
Перед началом работы всегда проверяйте давление на выходе. Если вы зафиксировали потерю давления даже на 1 бар по сравнению с новым шлангом, замените его. Отказ заменить взрывной шланг может привести к его разрыву, что небезопасно.
Приобретая пескоструйный шланг, вы должны понимать, что экономить не стоит, ведь здесь необходимо использовать шланг с максимально большим внутренним диаметром. Трубопровод для подачи воздуха может быть недостаточно большим. Чем больше внутренний диаметр взрывного шланга, тем меньше потери на трение.
Чтобы правильно выбрать пескоструйную втулку, определите диаметр взрывного сопла, которое вы хотите использовать. Для правильной работы диаметр шланга должен быть в 4 раза больше. Покупайте пескоструйную гильзу только необходимой длины, неоправданное увеличение длины приведет к потере давления.
Как правило, не все рукава одинакового качества пескоструйной обработки. Выбирая качественный рукав для пескоструйной обработки, вы обеспечите непрерывную скорость, качество обработки и снизите расход абразивного материала, передаваемого через шланг.
Пескоструйный шланг в основном используется для нанесения покрытия на заготовку, между различными частями склеивания перед обработкой, отливки деталей заусенцев, очистки, полировки для удаления пятен с поверхности заготовки, механических деталей для увеличения применения более широкого, но распылительная песчаная трубка имеет свои уникальные характеристики, но в структуре изделия пескоструйный шланг и другая структура шланга одинаковы, от наружного резинового покрытия, плетеного слоя, внутреннего слоя клеевого состава. Общий наружный слой тонкой атмосферостойкости, ткацкий слой иногда используют плетение из стальной проволоки, иногда используют текстильной шнур, внутренний клей, как правило, лучше износостойкость (определяется средой передачи).
Как использовать пескоструйные шланги?
- Не используйте больше, чем максимальная температура выдерживает давление, в зависимости от среды передачи, где рабочая среда, чтобы выбрать соответствующий износ пескоструйного шланга.
- В новом пескоструйном шланге под давлением появятся расширение и сжатие, поэтому выбор длины шланга останется при запасе.
- Давление, приложенное к пескоструйному резиновому шлангу, для равномерного давления, чтобы предотвратить явление разрыва трубы, появляется.
- При общем использовании старайтесь избегать изгиба шланга меньше его минимального радиуса изгиба.
- Металлическая муфта шланга может быть очень хороша, чтобы избежать износа швов шлангов высокого давления пескоструйной обработкой.
- Непрерывность требований износостойкого пескоструйного шланга в сборе, необходимость регулярной проверки износостойкой пескоструйной трубки электростатическим разрядом и экспортной ситуацией, чтобы избежать повреждения шланга из-за дуговой перфорации.
- Не ставьте пескоструйный шланг рядом с открытым пламенем.
- Рабочие должны носить защитное снаряжение перед работой, не оголять работу голыми руками. Работающих должно быть не менее двух человек
- Регулярно проверяя потерю пескоструйного шланга, если внутренний слой обнаружил серьезную потерю, появляется каркасный слой шланга, внешний слой растрескивания и другие явления, своевременно замените новый пескоструйный шланг.
Правильное использование пескоструйного шланга позволяет продлить срок службы изделия, а также постараться избежать несчастных случаев на рабочем месте.
От пескоструйной обработки до выбора правильного шланга напрямую зависит скорость и качество пескоструйной обработки, а также расход абразива.
Мы рекомендуем вам выбрать пескоструйный шланг от надежного производителя. Дешевый пескоструйный шланг может быть сомнительного качества, а срок его службы может быть в 4-10 раз ниже, чем у хорошей абразивной износостойкой втулки.
Как правильно выбрать резиновый пескоструйный шланг?
Диаметр шланга дробеструйной обработки / дробеструйной обработки должен быть в 3-4 раза больше внутреннего диаметра сопла дробеструйной обработки. Это позволит избежать потери давления, снижения скорости дробеструйной обработки абразива и перерасхода средств.
Я не рекомендую вам выбирать взрывной шланг с запасом длины. Если работы предполагаются в непосредственной близости от пескоструйного аппарата, то лучше всего выбрать небольшой пескоструйный шланг длиной (10-20 метров). Чрезмерная длина взрывного шланга приведет к потере давления и бессмысленному ненужному износу внутренней поверхности.
Если работы сняты, то необходимо выбрать 40-метровый или 60-метровый взрывной шланг и постараться максимально избежать их соединения друг с другом, так как это приводит к потере давления. В случае применения оружия необимости свыше 60 метров необходимо использовать предохранительные кабели в местах соединения шлангов.
Не покупайте пескоструйный шланг с большой длиной, так как абразивная обработка шланга слишком длинной приведет к потере давления и быстрому износу материала втулки. Если вам предстоит работать на небольшом расстоянии от взрывной установки, то достаточно шланга длиной 10-20 метров. Если рабочая зона сильно удалена от взрывной установки, то следует выбрать сорокаметровый шланг. Соединять два шланга длиной двадцать метров крайне нежелательно, так как такое соединение приводит к потере давления и ухудшению качества. Главный враг производительности пескоструйных работ-это стыки в пескоструйном шланге высокого давления.
- Внутренний диаметр втулки должен быть больше пропускной способности сопла в 3-4 раза.
- Выбор дутьевого шланга с двойным или четырехслойным уплотнением зависит от вида выполняемых работ.
- Разрез рукавов должен быть выполнен точно под прямым углом.
- Проанализировать рабочее давление прибора Перед приобретением гильзы. Он запрещал использование гильз сверх допустимых значений.
- Все шланги должны быть снабжены страховочными тросами из коррозионностойкой стальной оплетки и подпружиненной клеммой к соединительным петлям.
На практике часто применяют абразивные шланги со слишком малым внутренним диаметром. Главное правило заключается в том, что внутренний диаметр втулки должен быть в 3-4 раза выше через нанесенные отверстия на пескоструйную насадку.
Пескоструйный шланг для подачи воздуха от компрессора к пескоструйному агрегату должен иметь достаточный внутренний диаметр.
Приобретая пескоструйный шланг, вы должны понимать, что экономить не стоит, ведь здесь необходимо использовать шланг с максимально большим внутренним диаметром. Трубопровод для подачи воздуха может быть недостаточно большим. Чем больше внутренний диаметр взрывного шланга, тем меньше потери на трение.
Потеря от трения только 0,1 атм втулок системы приводит к снижению производительности на 2%. Потеря от трения 1 атм – это уже снижение мощности на 20 процентов.
Наши рукава характеризуются высокой прочностью. При их изготовлении используются высококачественные материалы с добавлением специальных полимеров, что способствует более медленному износу изделий.
Пескоструйная втулка может использоваться при очистке или пескоструйной обработке, а также для подачи строительных растворов. После абразивной втулки можно подавать штукатурку, цемент, штукатурку, а также через шланги бетононасоса.
В основе нашей рыночной стратегии лежит принцип низких цен на товары и услуги высокого качества. Это то, что помогает нашим партнерам всегда получать своих конкурентов.
Контроль качества выпускаемой партией продукции осуществляется группой контроля качества и начинается с момента поставки и приемки сырья на завод-изготовитель.
Далее контролируются все производственные процессы, начиная с отбора проб и оценки качества в лаборатории.
После завершения производственного процесса полного цикла проводится окончательная проверка упаковки готовой продукции, а также качества погрузки контейнеров для дальнейшей транспортировки.


